- Raymond Mill: 30-40% lower initial investment than vertical roller mills (VRMs), ideal for small-to-medium scale (≤10 t/h) with limited budgets. Higher unit energy consumption (20-50% more than VRM) and shorter wear-part life in graphite applications.
- Vertical Roller Mill: Higher upfront cost but 30-40% lower energy costs and longer wear life (3-5x typical). Better suited for large-scale (≥10 t/h), continuous operations with higher moisture feed (up to 15%) and integrated drying needs.
- TCO: VRMs deliver payback in 1-3 years for capacities >5 t/h; Raymond Mills remain more economical for smaller operations (<3 t/h) or short project lifespans.
1. Initial Investment Costs
| Cost Component | Raymond Mill | Vertical Roller Mill | Notes |
|---|---|---|---|
| Equipment Price | $6,500-$65,000 (1-25 t/h) | $100,000-$400,000+ (6-170 t/h) | Raymond mill costs 30-40% of VRM for similar capacity |
| Installation | Lower (simpler structure) | Higher (complex integration) | VRM requires specialized foundations |
| Auxiliary Systems | Basic (separate drying needed for >6% moisture) | Comprehensive (integrated crushing, drying, grinding, classification) | VRM handles up to 15% moisture without extra equipment |
| Space Requirement | Smaller footprint | Compact but taller structure | VRM may allow outdoor installation, reducing construction costs |
Graphite-specific impact: Raymond mills may require additional anti-wear coatings due to graphite’s lubricity causing accelerated wear. VRMs with hydraulic systems handle graphite’s low hardness (1-2 Mohs) more efficiently.
2. Operational Costs
Energy Consumption (Critical for Graphite)
- Raymond Mill: 20-50% higher unit energy consumption than VRM. For 200-mesh graphite: 4R Raymond Mill (92 kW) produces only 0.5-0.7 t/h vs. expected 4 t/h for non-lubricious materials.
- Vertical Roller Mill: 30-40% lower energy use per tonne of graphite powder. Material bed grinding principle avoids energy waste from sliding friction inherent to Raymond mills.
- Cost Impact: At $0.10/kWh, VRM saves **$15-25/ton** for 10 t/h operations, adding up to $150,000-$250,000/year for 10,000 t/year capacity.
Maintenance & Wear Parts
| Aspect | Raymond Mill | Vertical Roller Mill | Graphite Impact |
|---|---|---|---|
| Wear Parts | Frequent replacement (Grinding roller / Grinding ring every 1,000-2,000 hours) | Longer life (3-5x Raymond; 5,000-10,000 hours) | Graphite’s lubricity increases Raymond wear by 2-3x |
| Replacement Difficulty | Requires full disassembly (8-48 hours downtime) | Hydraulic tilt mechanism (8-24 hours) | VRM minimizes production loss during maintenance |
| Labor Requirement | Higher (manual adjustment needed) | Lower (automated monitoring) | Reduced labor costs for VRM (1-2 operators vs. 3-4 for Raymond) |
| Annual Maintenance Cost | 15-20% of initial investment | 8-12% of initial investment | VRMs have fewer moving parts and centralized lubrication |
Labor & Operational Efficiency
- Raymond Mill: Lower automation, requiring more operator intervention for fineness control and wear monitoring.
- Vertical Roller Mill: Advanced PLC control systems with remote monitoring, reducing on-site labor by 30-50%. Consistent product quality with minimal adjustment for graphite’s variable properties.
3. Total Cost of Ownership (TCO) Analysis
5-Year TCO Comparison for 5 t/h Graphite Plant
| Cost Category | Raymond Mill | Vertical Roller Mill | Difference |
|---|---|---|---|
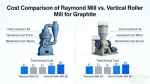
| Initial Investment | $100,000 | $250,000 | +150,000 |
| Energy (8,000 hrs/year) | **$368,000** (92 kW x $0.10 x 8,000) | **$220,800** (55 kW x $0.10 x 8,000) | -147,200 |
| Wear Parts & Maintenance | $100,000 | $60,000 | -40,000 |
| Labor (2 vs. 1 operator) | $80,000 | $40,000 | -40,000 |
| Total 5-Year Cost | $648,000 | $570,800 | -77,200 (VRM saves 12%) |
Payback Period: VRM recovers the $150,000 initial cost premium in ~2 years for 5 t/h capacity.
4. Graphite-Specific Performance & Cost Considerations
Graphite Lubricity Challenges
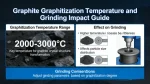
- Raymond Mill: Graphite’s low friction reduces grinding efficiency, increasing energy consumption by 30-50% vs. processing harder minerals. Accelerated wear on grinding components requires more frequent replacement.
- Vertical Roller Mill: Hydraulic pressure systems maintain consistent grinding force despite lubricity, preserving efficiency. Specialized roller coatings extend wear life in graphite applications.
Fineness & Quality Control
- Raymond Mill: Limited to 80-325 mesh (special models up to 500 mesh) with variable particle size distribution.
- Vertical Roller Mill: Adjustable fineness 80-600 mesh with tighter particle control, critical for battery-grade graphite applications (99.9% purity required).
Production Scale Suitability
- Raymond Mill: Best for small-to-medium scale (≤5 t/h), batch operations, or startups with limited capital.
- Vertical Roller Mill: Ideal for large-scale (≥10 t/h), continuous production lines, especially for high-value applications like lithium-ion battery anodes requiring consistent quality.
5. Decision-Making Framework
Choose Raymond Mill if:
- Budget is limited (initial investment <$100,000)
- Production capacity <5 t/h
- Project lifespan <3 years (no time to recover VRM premium)
- Processing simple graphite applications (lubricants, basic industrial uses)
Choose Vertical Roller Mill if:
- Production capacity ≥5 t/h (payback in 1-3 years)
- Long-term operation (≥5 years)
- Graphite has high moisture content (>6%) requiring integrated drying
- Producing high-purity, consistent fineness graphite for advanced applications (batteries, electronics)
- Energy efficiency and environmental compliance are priorities
For small-scale graphite processing (<5 t/h) with tight capital constraints, Raymond Mills offer lower upfront costs and acceptable performance. For medium-to-large scale operations (≥5 t/h) targeting high-value markets, Vertical Roller Mills deliver superior TCO through energy savings, longer wear life, and higher operational efficiency—critical factors in the competitive graphite industry, especially for lithium-ion battery materials.