Graphite powder classification after grinding is a critical process to ensure optimal performance in diverse industrial applications. The classification process separates ground graphite particles based on multiple criteria to create distinct grades tailored for specific uses.
1. Core Classification Criteria
Graphite powder is classified using these primary parameters:
| Classification Criterion | Description | Key Applications Impact |
|---|---|---|
| Particle Size (Mesh/μm) | Most fundamental classification, with mesh number inversely proportional to particle size (higher mesh = finer particles) | Battery anodes (ultra-fine), lubricants (fine), refractories (coarse) |
| Carbon Content | Fixed carbon percentage (50-99.99%) | High-purity electronics vs. general industrial applications |
| Purity/Impurity Levels | Content of non-carbon elements (ash, sulfur, metals) | Semiconductor, nuclear, and lithium-ion battery industries |
| Flake Size & Morphology | Natural flake dimensions and particle shape (flake, amorphous, spherical) | Battery performance, lubrication efficiency, conductivity |
| Physical Properties | Density, specific surface area, flowability | Composite materials, powder metallurgy, coatings |
1.1 Particle Size Classification System
Graphite powder is typically categorized by particle size as follows:
| Category | Mesh Size | Micron (μm) Size | Typical Uses |
|---|---|---|---|
| Coarse | 50-200 mesh | 75-300 μm | Refractories, foundry molds, brake linings |
| Medium | 200-500 mesh | 30-75 μm | Lubricants, carbon brushes, general industrial fillers |
| Fine | 500-1200 mesh | 10-30 μm | Coatings, conductive pastes, rubber reinforcement |
| Ultra-fine | 1200-5000 mesh | 2-10 μm | Battery anodes, advanced lubricants, powder metallurgy |
| Nano | >5000 mesh | <2 μm | High-performance composites, specialty electronics |
For precise industrial applications, particle size distribution parameters like D10, D50, D90, D97 are used instead of just average size. For example, battery-grade graphite typically specifies D50 = 8-15 μm with D97 < 45 μm.
1.2 Carbon Content Classification
| Grade | Carbon Content | Primary Applications |
|---|---|---|
| Low-carbon | 50-75% | Rubber/plastic fillers, lubricant bases, foundry facings |
| Medium-carbon | 75-93% | Refractories, brake linings, general industrial uses |
| High-carbon | 93-99% | Carbon brushes, metallurgical additives, basic battery materials |
| High-purity | 99-99.9% | Lithium-ion battery anodes, advanced ceramics, electronics |
| Ultra-high purity | ≥99.99% | Semiconductors, nuclear industry, aerospace components |
2. Classification Methods After Grinding
After grinding, graphite powder undergoes precise classification using these techniques:
2.1 Sieving Technology (Traditional Method)
- Vibrating Screens: For particles ≥38 μm (≥400 mesh), separates by mesh size layers
- Ultrasonic Sieves: For fine particles (20-38 μm), reduces clogging and improves accuracy
- Airflow Sieves: For ultra-fine particles (<20 μm), combines airflow with vibration for efficient separation
Process: Three-stage screening is common for high-purity applications:
- Pre-screen: Remove >50 μm coarse particles and contaminants
- Precision screen: Separate target particle size fraction (e.g., 5-25 μm)
- Post-screen: Final purification with magnetic separation to remove iron impurities (<5 ppm)
2.2 Air Classification (Modern Industrial Standard)
- Air Classifier Mills (ACM): Integrates grinding and classification in one step, ideal for battery-grade graphite
- Cyclone Classifiers: Separate based on particle aerodynamic properties, suitable for 5-45 μm ranges
- Elbow-Jet Classifiers: High-efficiency separation for ultra-fine particles (1-10 μm)
Advantages:
- Precise control of particle size distribution (D97 = 5-45 μm adjustable)
- Minimal contamination compared to mechanical sieving
- High throughput and scalability for industrial production
2.3 Advanced Analysis & Quality Control
| Technique | Application | Key Benefits |
|---|---|---|
| Laser Diffraction Particle Size Analysis | All particle sizes, especially <38 μm | Provides full PSD (D10, D50, D90, D97) data for quality control |
| Sedimentation Analysis | Ultra-fine particles | High accuracy for sub-micron classification |
| Image Analysis | Flake morphology assessment | Evaluates flake size distribution and aspect ratio for battery applications |
| Chemical Analysis (ICP-MS) | Purity verification | Detects trace impurities (metals, sulfur) critical for high-tech uses |
3. Application-Specific Classification Specifications
3.1 Lithium-Ion Battery Anodes (Fastest-Growing Application)
Critical Classification Requirements:
- Particle Size: D50 = 8-20 μm, D97 < 45 μm (spherical graphite); D50 = 5-15 μm (natural flake)
- Carbon Content: ≥99.95% (high-purity)
- Impurities: Fe < 50 ppm, S < 30 ppm, Si < 100 ppm
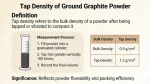
- Morphology: Spherical shape preferred for tap density (≥1.1 g/cm³) and cycle performance
- Classification Method: Air classifier mills followed by laser diffraction analysis
3.2 Lubricants & Greases
Key Specifications:
- Particle Size: 5-25 μm with <1% particles >50 μm (to prevent wear)
- Carbon Content: 90-98% (medium to high carbon)
- Purity: Ash content <1%
- Critical Requirement: Strict control of coarse particles to avoid machinery damage
- Method: Three-stage screening with ultrasonic sieves and magnetic separation
3.3 Refractory Materials
Classification Criteria:
- Particle Size: 100-300 μm (coarse flake graphite)
- Flake Size: +50 mesh (large flakes for thermal shock resistance)
- Carbon Content: 90-95% (medium-high carbon)
- Key Property: High thermal conductivity and chemical stability at extreme temperatures
- Method: Vibrating screens with large mesh sizes (100-200 mesh)
3.4 Conductive Coatings & Polymers
Ideal Specifications:
- Particle Size: 5-20 μm for uniform dispersion
- Carbon Content: 95-99% (high carbon for conductivity)
- Morphology: Thin flake structure to form conductive networks
- Purity: Low sulfur (<0.5%) and ash content (<0.3%)
- Method: Air classification with tight PSD control
3.5 Foundry & Metallurgy Applications
Classification Standards:
- Coating Powders: 50-150 μm for mold release agents
- Refractory Additives: 100-300 μm coarse flake graphite
- Carbon Additives: 75-200 μm medium-grade graphite (85-95% carbon)
- Method: Vibrating screens with multiple mesh layers for precise fractionation
3.6 High-Tech Applications (Semiconductors, Nuclear)
Ultra-Strict Requirements:
- Particle Size: 1-5 μm ultra-fine powder
- Carbon Content: ≥99.99% (ultra-high purity)
- Impurities: Total metallic impurities <10 ppm
- Method: Specialized air classification followed by multiple purification steps (acid washing, high-temperature treatment)
4. Step-by-Step Classification Workflow
-
Pre-classification: Remove large contaminants and oversize particles with vibrating screens (50-100 mesh)
-
Primary Grinding: Use ball mills, jet mills, or ACM to reduce particle size to target range
-
Precision Classification:
- For particles >38 μm: Vibrating screens with appropriate mesh sizes
- For particles 5-38 μm: Air classifier mills with adjustable rotor speed
- For particles <5 μm: Elbow-jet classifiers or cyclonic separation
-
Quality Control:
- Laser diffraction analysis for PSD confirmation
- Chemical analysis for carbon content and impurity levels
- Morphology assessment via electron microscopy (for critical applications)
-
Post-Treatment:
- Magnetic separation to remove iron-based impurities
- Optional surface modification for specific applications (e.g., battery anodes)
-
Packaging: Segregate different grades to prevent cross-contamination
5. Key Considerations for Effective Classification
-
Preserve Flake Structure: For natural graphite, avoid excessive grinding that destroys flake morphology critical for lubrication and conductivity
-
Minimize Contamination: Use dedicated equipment and avoid cross-contamination between different purity grades
-
Energy Efficiency: Combine grinding and classification in one step (e.g., ACM) to reduce energy consumption by 30-50%
-
Consistency: Maintain tight control of classifier parameters (airflow, rotor speed) for batch-to-batch consistency
-
Application Alignment: Match classification criteria to the specific needs of the target application rather than using generic standards
Conclusion
Graphite powder classification after grinding is a science that requires balancing multiple parameters to create application-specific grades. By understanding particle size, carbon content, purity, and morphology requirements for each industry, manufacturers can produce high-performance graphite powders that maximize efficiency and functionality in end products from lithium-ion batteries to refractory materials and beyond.