To grind graphite for lithium battery anodes effectively, follow a multi-stage process with precise particle size control, shape optimization, and strict quality standards. The goal is to produce spherical graphite powder with D50 = 6–18 μm,narrow particle size distribution, and high tap density to maximize battery performance .
1. Process Overview
Graphite grinding for Li-ion battery anodes typically involves:
- Pre-treatment: Purification and drying of raw graphite (natural or synthetic)
- Coarse grinding: Reducing particle size from 5–10 mm to 100–500 μm
- Fine grinding: Achieving target particle size range (D50 = 6–18 μm)
- Spheroidization: Rounding particles to improve tap density and packing efficiency
- Classification: Separating desired particle sizes and removing fines
- Post-treatment: Surface modification and iron removal
2. Raw Material Considerations
| Type | Characteristics | Grinding Requirements |
|---|---|---|
| Natural Graphite | High crystallinity, layered structure, high purity | Requires gentle grinding to preserve structure; needs thorough spheroidization |
| Synthetic Graphite | Petroleum coke derived, controlled structure, lower crystallinity | Requires more aggressive grinding; responds well to shaping processes |
Key Requirement: Raw graphite must have≥99.95% carbon purity to avoid battery performance degradation .
3. Step-by-Step Grinding Process
3.1 Pre-treatment
- Purification: Remove impurities (SiO₂, Fe₂O₃, etc.) using acid leaching or high-temperature treatment
- Drying: Ensure moisture content<0.5%to prevent agglomeration during grinding
- Pre-screening: Remove large contaminants to protect grinding equipment
3.2 Coarse Grinding (Primary Crushing)
- Equipment: Hammer crushers, jaw crushers, or roller crushers
- Objective: Reduce particle size from 5–10 mm to 100–500 μm
- Operational Tip: Use closed-circuit system with screen to maintain consistent output size
3.3 Fine Grinding (Ultrafine Milling)
-
- Air Classifier Mill: Integrates grinding and classification; D50 = 3–20 μm; ideal for both natural and synthetic graphite
- Mechanical Impact Mill: Uses high-speed rotor-stator system; best for green coke and medium-hard materials
- Roller Mill: High-pressure grinding for hard materials like calcined coke
- Jet Mill: Uses high-velocity air streams; contamination-free but higher energy consumption
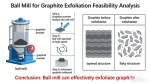
- Ball Mill: Traditional method; good for batch processing but requires longer time
Process Parameters:
-
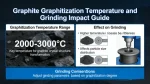
- Temperature Control: Keep <100°C to prevent graphite oxidation
- Classifier Speed: Adjust to control particle size distribution (higher speed = finer product)
- Feed Rate: Optimize for consistent grinding and prevent overloading
3.4 Spheroidization (Critical Step)
-
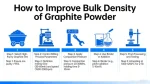
Purpose: Round particle edges to improve:
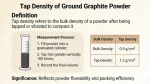
- Tap density (up to1.2–1.6 g/cm³from initial 0.6–0.8 g/cm³)
- Packing efficiency (enables higher energy density)
- Electrochemical performance (improved cycle life and rate capability)
-
Equipment:
- Alpine Particle Rounder (APR): Batch process with yields up to 80%
- Continuous Spheroidization Systems: For large-scale production
- Airflow-Centrifugal Spheroidizers: Combine airflow and centrifugal force
3.5 Classification and Iron Removal
- Classification: Use air classifiers or sieving systems to achieve:
-
- Target D50:6–18 μm(most common: 10–12 μm for natural, 12–16 μm for synthetic)
- Narrow distribution: D90/D10 ratio<3.0for optimal packing
- Iron Removal: Critical for battery safety; use magnetic separators to reduce iron content<50 ppm
4. Quality Control Parameters
| Parameter | Target Value | Impact on Battery Performance |
|---|---|---|
| D50 Particle Size | 6–18 μm | Affects tap density and rate capability |
| D90/D10 Ratio | <3.0 | Narrow distribution improves packing efficiency |
| Tap Density | 1.2–1.6 g/cm³ | Directly correlates with volumetric energy density |
| Specific Surface Area (BET) | 1–5 m²/g | Controls first-cycle efficiency and cycle life |
| Iron Content | <50 ppm | Prevents internal short circuits |
| Carbon Purity | ≥99.95% | Avoids capacity fade and voltage instability |
| Sphericity | >0.8 (roundness factor) | Enhances electrode coating uniformity |
5. Process Optimization Tips
-
Avoid Over-Grinding:
- Leads to excessive fine particles, increased surface area, and lower tap density
- Use integrated grinding-classification systems to prevent this
-
Control Grinding Temperature:
- Graphite oxidizes at >300°C; use cooling jackets on equipment
- Closed-loop systems with inert gas (N₂) prevent oxidation
-
Equipment Material Selection:
- Use tungsten carbide or ceramic liners to minimize contamination
- Avoid iron/steel components in contact with graphite
-
Process Integration:
- Combine grinding and spheroidization in a single system to reduce energy consumption by 30–50%
- Implement automated control systems for consistent product quality
6. Typical Process Flow Diagram
Raw Graphite → Purification → Drying → Coarse Grinding (5–10 mm → 100–500 μm) →
Fine Grinding (D50 = 6–18 μm) → Spheroidization → Classification → Iron Removal →
Surface Coating (Optional) → Final Product7. Key Challenges and Solutions
| Challenge | Solution |
|---|---|
| Low Tap Density | Optimize spheroidization parameters; use multi-stage rounding |
| Wide Particle Size Distribution | Adjust classifier speed; implement multiple classification stages |
| Contamination | Use ceramic/tungsten carbide equipment; add magnetic separation |
| High Energy Consumption | Use air classifier mills; optimize process parameters |
| Graphite Oxidation | Control temperature <100°C; use inert gas atmosphere |
The grinding process significantly impacts lithium battery performance—spherical graphite with narrow particle size distribution and high tap density yields the best results. For industrial production, consider using integrated systems that combine grinding, classification, and spheroidization for optimal efficiency and product quality .