To measure the specific surface area (SSA) of graphite powder for quality assessment, the BET (Brunauer-Emmett-Teller) gas adsorption method is the industry standard (ISO 9277:2022, ASTM D8325-20) ASTM. It provides high precision and is mandatory for critical applications like lithium-ion battery anodes, where SSA directly impacts electrochemical performance .
BET Gas Adsorption (Nitrogen at 77 K)
This method measures the physical adsorption of nitrogen molecules on the graphite surface at liquid nitrogen temperature (-196°C), calculating the monolayer adsorption capacity to determine total surface area (external + accessible internal pores) .
1. Key Standards & Equipment
| Standards | Equipment |
|---|---|
| ISO 9277:2022 (global) ISO | BET surface area analyzer (volumetric or dynamic flow type) |
| ASTM D8325-20 (graphite-specific) ASTM | Vacuum pump, degassing oven, liquid nitrogen dewar |
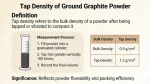
| GB/T 19587-2017 (Chinese) | Precision balance (±0.0001 g), sample tubes |
Note: For low surface area graphite (<0.5 m²/g, e.g., nuclear graphite), use krypton (Kr) instead of nitrogen for better sensitivity .
2. Step-by-Step Measurement Protocol
Follow this rigorous workflow for reliable quality assessment results:
Step 1: Sample Preparation (Critical for Accuracy)
- Weighing: Use outgassed mass for calculation. Weigh 0.5–5 g of graphite powder (adjust based on expected SSA: 1–10 m²/g for battery graphite) .
- Homogenization: Mix thoroughly to ensure representative sampling (graphite particles often agglomerate).
- Degassing (Pre-Treatment): Remove adsorbed moisture, oils, and contaminants—the most critical step for graphite .
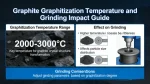
- Conditions: 100–150°C (avoid >200°C to prevent surface oxidation) , vacuum <10⁻³ mbar, 2–4 hours (or until stable pressure).
- Alternative: Flow of dry nitrogen/argon for dynamic degassing.
Step 2: Calibration & Blank Correction
- Calibrate the analyzer for dead volume (empty sample tube + connections) at 77 K .
- Run a blank sample (empty tube) to subtract background adsorption from the final results.
Step 3: Adsorption Isotherm Measurement
- Cool the sample tube to 77 K (liquid nitrogen bath).
- Measure nitrogen adsorption at 5–6 data points in the relative pressure range 0.05–0.30 (p/p₀)—the linear region for BET theory validity .
- For quality control, a single-point BET is acceptable for high-throughput testing (correlated with multi-point results) .
Step 4: BET Calculation
- Use the BET equation to determine the monolayer capacity (nₘ) :
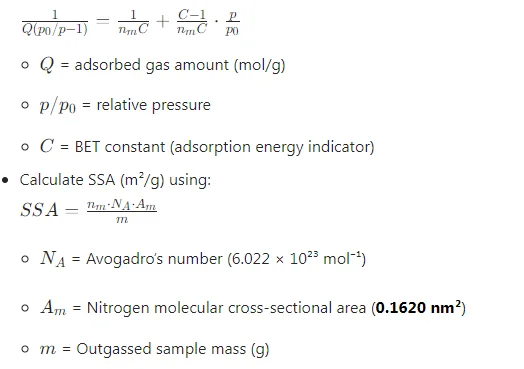
Step 5: Quality Validation
- Correlation coefficient (R²): Must be ≥0.999 for multi-point BET (indicates linearity) .
- BET constant (C): Typically 50–200 for graphite (low C indicates weak adsorption).
- Repeatability: ≤2% relative standard deviation (RSD) for duplicate measurements.
Alternative Methods for Quality Control
For high-throughput production lines, these methods offer faster results while maintaining acceptable accuracy for routine checks:
| Method | Speed | Precision | Use Case |
|---|---|---|---|
| Dynamic Flow BET | 5–30 min/sample | ±1–2% | Routine production QC |
| Laser Diffraction (ISO 13320) | <5 min/sample | Estimated (calculated from particle size distribution) | Quick screening, not a replacement for BET |
| Mercury Porosimetry | 1–2 hours/sample | Good for macropores | Complementary to BET (pore size >30 nm) |
Critical Considerations for Graphite Powder Quality Assessment
Graphite’s unique structure (layered, low porosity) requires special attention to avoid measurement errors:
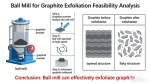
- Agglomeration: Sonicate samples in dry isopropanol (then dry) to break agglomerates—unbroken agglomerates underestimate SSA .
- Surface Oxidation: Avoid high-temperature degassing (>200°C) or prolonged exposure to air—oxidized sites increase false adsorption .
- Low Surface Area Challenges: For graphite with SSA <0.5 m²/g (e.g., natural flake graphite), use krypton gas and longer degassing times .
- Battery Graphite Specifics: Anode graphite typically has SSA 3–15 m²/g—deviations indicate:
- Too high: Excessive porosity (reduces tap density, cycle life)
- Too low: Poor lithium intercalation (reduces capacity)
Quality Assessment Workflow Integration
- Establish Specifications: Define SSA ranges based on application (e.g., 8–12 m²/g for Li-ion battery anode graphite).
- Sampling Plan: Collect representative samples from each batch (at least 3 per lot).
- Measurement: Use multi-point BET for certification, single-point BET for routine QC.
- Data Analysis: Compare results to specifications, track trends with control charts.
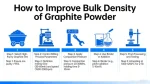
- Actionable Outcomes: Reject non-conforming batches, adjust milling parameters (e.g., classifier speed) to optimize SSA .