To achieve 99.95%+ purity for high-end applications (batteries, electronics, nuclear), graphite purification must be performed before grinding to avoid contaminating clean surfaces and to optimize energy efficiency. The process typically follows a sequence of physical beneficiation → chemical purification → thermal treatment, tailored to the ore type and target purity.
1. Pre-Purification: Physical Beneficiation (90–95% Purity)
Physical methods remove large gangue minerals (quartz, mica, pyrite) before chemical treatment to reduce reagent consumption and improve efficiency.
| Method | Process | Impurities Removed | Purity Achieved |
|---|---|---|---|
| Hand Selection | Manual sorting of high-grade lumps (60–80% C) | Large rocks, non-graphitic material | 70–85% |
| Crushing & Sieving | Jaw/roll crushing + screening to 10–15 mm | Oversized gangue | Prepares uniform feed |
| Flotation | Most critical physical step: graphite’s hydrophobicity allows separation with collectors (kerosene) and frothers (pine oil) | Silicates, carbonates | 85–95% |
| Magnetic Separation | High-intensity magnets remove iron-bearing minerals | Pyrite, hematite, magnetite | Up to 95% |
| Gravity Separation | Shaking tables/spirals exploit density difference (graphite: 2.25 g/cm³ vs. gangue: 2.6–5.0 g/cm³) | Heavy minerals | 90–93% |
| Electrostatic Separation | Uses graphite’s conductivity vs. insulator gangue | Silica, alumina | 92–95% |
Best Practice: Perform 3–5 stages of flotation with regrinding between stages to maximize liberation and recovery of graphite flakes.
2. Chemical Purification (99.0–99.95% Purity)
Chemical methods target residual mineral impurities (Si, Al, Fe, Ca, Mg) that physical methods cannot remove.
A. Alkali-Acid Method (Most Common)
- Alkali Roasting: Mix graphite with NaOH/KOH (30–50% by weight); roast at 500–700°C for 2–4 hours Reaction: SiO₂ + 2NaOH → Na₂SiO₃ + H₂O; Al₂O₃ + 2NaOH → 2NaAlO₂ + H₂O
- Water Leaching: Cool, add hot water (80–90°C), stir 1–2 hours; filter to remove soluble silicates/aluminates
- Acid Leaching: Treat filter cake with HCl (10–20%) at 60–80°C for 2–6 hours Reaction: Fe₂O₃ + 6HCl → 2FeCl₃ + 3H₂O; CaCO₃ + 2HCl → CaCl₂ + CO₂ + H₂O
- Washing & Drying: Rinse to neutral pH (6.5–7.5); dry at 105°C for 12 hours
Advantages: Mature, low-cost, produces 99.0–99.5% purity; suitable for large-scale production.
B. Hydrofluoric Acid (HF) Method (Higher Purity)
- Mix graphite with HF (20–40%) or HF + H₂SO₄ at 50–80°C for 4–8 hours Reaction: SiO₂ + 4HF → SiF₄↑ + 2H₂O; CaO + 2HF → CaF₂↓ + H₂O
- Filter, wash thoroughly (HF is highly toxic), dry
Advantages: Removes silica completely; achieves 99.5–99.9% purity
Disadvantages: Safety risks, environmental concerns, high cost
C. Chlorination Roasting
- Add reducing agent (coke) to graphite; roast at 800–1200°C with Cl₂ gas Reaction: Fe₂O₃ + 3Cl₂ + 3C → 2FeCl₃↑ + 3CO; SiO₂ + 2Cl₂ + 2C → SiCl₄↑ + 2CO
- Condense and recover volatile chlorides
Advantages: Effective for silicate-rich ores; achieves 99.8–99.9% purity
Disadvantages: Corrosive, requires gas handling, high energy
D. Other Chemical Methods
- Hydrothermal Treatment: Alkali-acid reactions under pressure (10–20 bar, 150–200°C) for enhanced impurity removal
- Chelation-Assisted Leaching: Add EDTA or citric acid to acid solutions to dissolve refractory metal oxides
3. Advanced Purification: Thermal Treatment (99.95–99.999% Purity)
For ultra-high purity (battery anodes, nuclear reactors), thermal purification follows chemical treatment.
A. High-Temperature Purification (HTP)
- Use graphite with 99%+ purity from chemical treatment
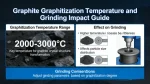
- Heat in graphite crucible at 2600–3000°C under Ar/He atmosphere for 1–3 hours
- Impurities (Si, Fe, Ca, Al) sublime/evaporate (graphite’s sublimation >3650°C)
Advantages: Produces 99.99–99.999% purity; minimal environmental impact
Disadvantages: Extremely high energy cost; requires specialized equipment
B. Plasma Purification
- Uses inductively coupled plasma (ICP) to heat graphite to 3000–5000°C in milliseconds
- Instantly vaporizes impurities; achieves 99.995%+ purity with minimal flake damage
4. Optimal Process Flow Before Grinding
Raw Ore → Crushing → Sieving → Flotation (3–5 stages) → Magnetic Separation →
Chemical Purification (Alkali-Acid/HF) → Washing → Drying → Thermal Treatment (Optional) →
GRINDING → High Purity Graphite Powder
Key Timing: Perform all purification before grinding to:
- Prevent contamination of clean graphite surfaces by grinding media
- Reduce energy consumption (purified graphite grinds more easily)
- Avoid embedding impurities into graphite particles during comminution
5. Critical Parameters & Quality Control
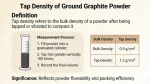
- Particle Size: Maintain 10–20 mm during purification; grind to final size (1–50 μm) post-purification
- Acid Concentration: 10–20% HCl/H₂SO₄; 20–40% HF (with extreme safety measures)
- Temperature: 500–700°C (alkali roast); 60–80°C (acid leach); 2600–3000°C (HTP)
- Washing: Rinse to pH 6.5–7.5; test for residual ions (Na⁺, Cl⁻, F⁻)
- Analysis: Use XRF/ICP-MS to measure impurity levels (<50 ppm for 4N purity)
6. Method Selection Guide
| Target Purity | Recommended Process | Applications |
|---|---|---|
| 95–98% | Physical Beneficiation Only | Refractories, lubricants |
| 99–99.5% | Physical + Alkali-Acid | General industry, brake linings |
| 99.5–99.9% | Physical + HF or Chlorination | Battery materials, crucibles |
| 99.95%+ | Physical + Chemical + HTP/Plasma | Nuclear, semiconductors, Li-ion batteries |
7. Safety & Environmental Considerations
- HF Handling: Use PPE, fume hoods, neutralize waste with Ca(OH)₂ to form CaF₂ sludge
- Alkali Roast: Control dust; capture Na₂SiO₃ for byproduct recovery
- Thermal Treatment: Recover and recycle Ar/He; capture condensed impurities
- Wastewater: Treat with lime to precipitate heavy metals before discharge
Final Recommendations
- Start with flotation to achieve 90–95% purity before chemical treatment
- Use alkali-acid method as the primary chemical purification for cost-effectiveness
- Add thermal treatment only for applications requiring >99.95% purity
- Always purify before grinding to maximize purity and minimize contamination risks
By following this structured approach, you can consistently produce high purity graphite powder for even the most demanding applications while optimizing efficiency and minimizing environmental impact.