Graphite ore processing faces significant challenges from abrasive gangue minerals, primarily quartz (Mohs hardness 7), feldspar (6-6.5), and iron sulfides, which cause accelerated wear in grinding equipment while also damaging valuable graphite flakes. This guide outlines the impact of these impurities and provides actionable strategies for mitigation.
1. Key Abrasive Impurities in Graphite Ore
| Impurity | Hardness (Mohs) | Morphology | Abrasive Potential | Impact on Graphite |
|---|---|---|---|---|
| Quartz (SiO₂) | 7 | Sharp, angular crystals | Highest | Severe flake destruction, rapid equipment wear |
| Feldspar | 6-6.5 | Blocky, irregular | High | Significant wear, moderate flake damage |
| Iron Sulfides (Pyrite, Pyrrhotite) | 6-6.5 | Cubic, brittle | Medium-High | Wear acceleration, potential oxidation issues |
| Mica | 2.5-3 | Platy, flexible | Low | Minimal wear, similar behavior to graphite |
| Carbonates (Calcite, Dolomite) | 3 | Rhombohedral | Low | Negligible wear impact |
Graphite itself has a Mohs hardness of 1-2, making it highly susceptible to damage from harder impurities during grinding.
2. Impact of Abrasive Impurities on Mill Wear
2.1 Wear Mechanisms
- Abrasive Wear: Hard particles (quartz/feldspar) act as micro-cutting tools, removing material from mill liners, grinding media, and internal components
- Impact Wear: Angular impurities cause localized deformation and cracking when struck by grinding media or mill walls
- Adhesive Wear: Enhanced by high friction from abrasive particles, leading to material transfer between surfaces
- Three-Body Abrasion: Fine abrasive particles trapped between moving surfaces accelerate wear exponentially
2.2 Specific Equipment Damage
| Component | Typical Wear Patterns | Consequences |
|---|---|---|
| Mill Liners | Grooving, thinning, edge rounding | Reduced grinding efficiency, increased downtime, higher replacement costs |
| Grinding Media | Shape distortion, size reduction | Decreased grinding capacity, product contamination (with steel media) |
| Classifiers | Blinding, impeller wear, housing erosion | Poor particle size control, reduced throughput |
| Pumps & Pipes | Internal wall erosion, impeller damage | Increased maintenance, potential leaks |
2.3 Economic Impact
- Increased Maintenance Costs: 30-50% higher for graphite mills with high quartz content
- Graphite Flake Degradation: Loss of large flakes (critical for high-value applications like lithium-ion batteries)
- Product Contamination: Metal wear debris from steel media reduces graphite purity
- Energy Inefficiency: Extra energy required to grind hard impurities, increasing power consumption by 15-25%
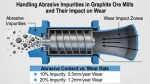
3. Effective Handling Strategies for Abrasive Impurities
3.1 Pre-Concentration: Remove Abrasives Early
Gravity Separation:
- Uses density differences (graphite ~2.25 g/cm³ vs. quartz ~2.65 g/cm³) to remove 40-60% of quartz at coarse sizes (1-5 mm)
- Effective for liberating large graphite flakes before fine grinding
- Equipment: Jigs, shaking tables, spirals
Dry Magnetic Separation:
- Targets iron-bearing impurities (pyrite, pyrrhotite) using high-intensity magnets
- Removes 70-90% of iron sulfides, reducing both wear and potential oxidation issues
Scrubbing:
- Uses attrition scrubbers to remove surface slimes and weakly attached quartz particles
- Improves downstream flotation efficiency by cleaning graphite surfaces
3.2 Process Optimization: Minimize Wear While Protecting Flakes
Multi-Stage Grinding with Size Classification:
- First stage: Remove liberated quartz/feldspar using screens or hydrocyclones before regrinding
- Second stage: Use low-intensity grinding (pebble mills, stirred mills) for graphite concentrate to preserve flakes
- “Grind-liberate-separate” approach reduces unnecessary wear from recirculating abrasives
Autogenous/Pebble Grinding:
- Uses ore itself or selected pebbles as grinding media instead of steel balls
- Eliminates metal contamination and reduces wear by 30-40% compared to traditional ball mills
- Ideal for graphite concentrate regrinding after main abrasive removal
Stirred Mills for Fine Grinding:
- Lower impact forces than tumbling mills, reducing both wear and flake damage
- High energy efficiency (30-50% better than ball mills) for fine grinding applications
- Ceramic or rubber-lined options further minimize wear and contamination
3.3 Material Selection: Maximize Wear Resistance
| Component | Recommended Materials | Wear Reduction | Special Considerations |
|---|---|---|---|
| Mill Liners | Rubber (3-5× more wear-resistant than manganese steel), high-alumina ceramic | 60-80% | Rubber liners also absorb impact, protecting graphite flakes |
| Grinding Media | High-alumina ceramic balls, silica pebbles, natural graphite pebbles | 50-70% | Ceramic media prevents metal contamination for battery-grade graphite |
| Classifier Components | Polyurethane, ceramic coatings | 40-60% | Polyurethane resists both abrasion and corrosion |
| Pumps & Valves | Rubber-lined, ceramic inserts | 50-70% | Reduces maintenance frequency by 50%+ |
3.4 Operational Best Practices
- Maintain Optimal Pulp Density: 65-75% solids for grinding reduces particle mobility and wear rates
- Control Grinding Media Size: Use larger media for coarse grinding (abrasive removal) and smaller media for fine grinding (flake preservation)
- Implement Regular Inspection Schedules: Daily checks for liner wear, weekly media size analysis, monthly classifier performance audits
- Use Wear Monitoring Systems: Vibration sensors, acoustic monitoring, and visual inspection tools to detect early wear patterns
4. Comprehensive Wear Mitigation Program
Step 1: Ore Characterization
- Perform mineralogical analysis (XRD, MLA) to identify abrasive content and liberation characteristics
- Conduct Bond Work Index testing to determine energy requirements and wear potential
Step 2: Pre-Concentration Implementation
- Install gravity separation followed by magnetic separation for maximum abrasive removal
- Target removing 60-70% of quartz and 80-90% of iron sulfides before fine grinding
Step 3: Equipment & Process Optimization
- Replace steel grinding media with ceramic or pebble media for concentrate regrinding
- Convert to multi-stage grinding with intermediate classification to eliminate abrasive recirculation
- Install rubber or ceramic liners in high-wear areas
Step 4: Monitoring & Maintenance
- Establish key performance indicators (KPIs): liner wear rate (<0.5 mm/month), media consumption (<1 kg/t), flake retention (>80% of +100 mesh)
- Implement predictive maintenance based on real-time wear data
- Regularly analyze product purity to detect contamination from wear components
5. Advanced Technologies for Extreme Cases
5.1 Jet Milling
- Uses high-velocity gas streams to cause particle-particle collisions instead of contact with mill surfaces
- Zero wear in the grinding zone, ideal for ultra-high-purity graphite applications
- Eliminates contamination from grinding media or liners
- Best for fine grinding (d90 <10 μm) of pre-concentrated graphite
5.2 Diamond-Coated Components
- For critical parts (classifier impellers, pump shafts) in high-abrasion circuits
- Diamond coatings provide 10-20× longer service life than conventional materials
- Ideal for lithium-ion battery graphite production where purity is paramount
5.3 Electrochemical Mechanical Machining (ECMM)
- Combines electrochemical dissolution with mechanical abrasion for precision graphite shaping
- Reduces tool wear by 90% compared to conventional machining
- Suitable for manufacturing high-precision graphite components with minimal material loss
6. Return on Investment (ROI) Analysis
Implementing a comprehensive abrasive management program typically delivers:
- 30-50% reduction in maintenance costs (liners, media, parts replacement)
- 20-30% improvement in graphite flake recovery (critical for premium pricing)
- 15-25% lower energy consumption from reduced grinding of abrasives
- 10-15% higher product purity by minimizing metal contamination
- Typical payback period: 6-12 months for most graphite processing operations
Abrasive impurities in graphite ore present a dual challenge: equipment wear and graphite flake damage. The most effective approach combines early removal of abrasives through pre-concentration, process optimization to minimize unnecessary grinding of impurities, strategic material selection for wear resistance, and rigorous monitoring to maintain operational efficiency. By implementing these measures, graphite producers can significantly reduce costs while preserving the quality of their high-value product.