Abrasive impurities—especially quartz (SiO₂, Mohs 7) and pyrite (FeS₂, Mohs 6–6.5)—are the primary drivers of accelerated wear in graphite ore mills, costing operations 15–30% higher maintenance and reducing equipment life by 50–70% . Effective control requires a multi-layered strategy: pre-concentration to remove hard gangue, material selection with wear-resistant liners/media, process optimization, and proactive maintenance .
1. Common Abrasive Impurities in Graphite Ore
Graphite ores typically contain these high-wear minerals :
| Impurity | Chemical Formula | Mohs Hardness | Abrasive Impact |
|---|---|---|---|
| Quartz | SiO₂ | 7 | Highest wear potential; sharp particles cause severe cutting |
| Pyrite | FeS₂ | 6–6.5 | Highly abrasive + corrosive; accelerates fatigue wear |
| Feldspar | KAlSi₃O₈ | 6–6.5 | Angular particles cause three-body abrasion |
| Hematite/Ilmenite | Fe₂O₃/FeTiO₃ | 5.5–6.5 | Moderate abrasion; iron oxides can contaminate product |
| Mica | KAl₂(AlSi₃O₁₀)(OH)₂ | 2.5–4 | Low abrasion but causes particle entrapment issues |
| Calcite | CaCO₃ | 3 | Minimal abrasion; can act as mild lubricant |
2. Wear Mechanisms in Graphite Mills
Abrasive wear occurs via these modes :
Two-body abrasion
Direct contact between hard particles and mill surfaces—like sandpaper on metal—causing micro-cutting and grooving on liners, grinding media, and classifier components .
Three-body abrasion
Loose abrasive particles trapped between moving surfaces (e.g., balls and liners) creating plowing and fatigue spalling; dominant in wet grinding where slurry carries fine quartz/pyrite .
Fatigue wear
Cyclic stress from repeated particle impacts creates micro-cracks, leading to spalling of liner surfaces and grinding media fragmentation .
Combined corrosive-abrasive wear
Pyrite and sulfides react with water/oxygen to form acids that weaken surface integrity, amplifying mechanical wear by 2–3× .
3. Wear Impact on Mill Components
Abrasive impurities reduce equipment life and efficiency :
- Liners: Service life drops from 12–18 months to 4–8 months; replacement costs increase by 200–300%
- Grinding media: Ball consumption rises by 50–100% in high-quartz ores; steel balls wear 3× faster than in pure graphite
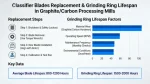
- Classifiers: Rotor blades and housing experience edge rounding, reducing separation efficiency by 15–25%
- Bearings/seals: Fine abrasive dust infiltrates clearances, causing premature failure (3–6 months vs. 12+ months)
- Product contamination: Metal wear particles (Fe, Ni, Cr) from liners/media reduce graphite purity, critical for battery applications
4. Comprehensive Mitigation Strategies
A. Pre-Concentration: Remove Impurities Before Grinding
Strategic pre-processing eliminates 60–80% of abrasive gangue upfront :
- Gravity separation: Jigs, spirals, or shaking tables remove high-density minerals (pyrite, hematite)
- Flotation: Use selective collectors to separate graphite from silicates before fine grinding; reduces mill load by 30–50%
- Magnetic separation: Target iron-bearing minerals (magnetite, ilmenite)
- Screening/scrubbing: Remove +10 mm quartz pebbles that cause catastrophic impact wear
Best practice: Apply multi-stage pre-concentration for high-gangue ores (graphite grade <5%): crush → screen → gravity → flotation → grinding .
B. Material Selection for Wear Resistance
| Component | Recommended Materials | Wear Reduction |
|---|---|---|
| Mill liners | • High-chrome white iron (28–32% Cr)• Ceramic tiles (Al₂O₃, 92–95%)• Rubber-composite liners (for low-impact areas) | 50–80% longer life |
| Grinding media | • High-alumina ceramic balls (95% Al₂O₃)• Silicon nitride (Si₃N₄)• Polyurethane-coated steel balls | 70–90% less wear; avoids metal contamination |
| Classifier components | • Tungsten carbide inserts• Diamond-like carbon (DLC) coatings | 40–60% extended service |
| Pump components | • Ceramic sleeves• Rubber liners with ceramic inserts | 3× longer life in abrasive slurries |
Critical insight: For lithium-ion battery graphite, use non-metallic grinding media (ceramic/silicon nitride) to avoid iron contamination that degrades battery performance .
C. Process Optimization for Reduced Wear
- Grinding circuit design
- Apply stage-wise grinding: rod mill (coarse, low wear) → ball mill (fine) → stirred mill (ultra-fine)
- Use pebble mills for regrinding to preserve flake size while reducing wear by 40% vs. steel balls
- Implement closed-circuit grinding with efficient classification to minimize overgrinding and recirculating load
- Operational parameters
- Optimize ball charge (25–30% volume) and size distribution to minimize impact energy on hard particles
- Maintain slurry density (65–75% solids) to reduce particle-to-metal contact in wet grinding
- Reduce mill speed to 70–75% of critical speed for high-abrasive ores
- Innovative grinding technologies
- Stirred mills (attritors, IsaMill) with small media reduce wear by 50% vs. conventional ball mills
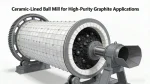
- Jet milling (ceramic-lined) for ultra-fine grinding of high-purity graphite; zero media wear
D. Proactive Maintenance & Monitoring
- Condition monitoring
- Install vibration sensors to detect abnormal wear patterns
- Use wear rate tracking (liner thickness measurements, media consumption logs) to predict replacements
- Implement oil analysis for bearing contamination by abrasive particles
- Preventive maintenance
- Liner rotation every 2–3 months to distribute wear evenly
- Media size control: Remove worn balls (<80% original diameter) to prevent excessive grinding
- Seal protection: Install double lip seals with purge air to block abrasive dust
E. Post-Grinding Purification (Secondary Control)
When pre-concentration is insufficient:
- Acid leaching (HCl/HF) removes remaining silicate/iron impurities; critical for battery-grade graphite (99.95% purity)
- Alkali fusion (NaOH/Na₂CO₃) at 450–550°C dissolves quartz and feldspar
5. Implementation Roadmap: Step-by-Step Approach
- Ore characterization: Conduct mineralogical analysis to quantify quartz/pyrite content and particle size distribution
- Wear mapping: Identify high-wear zones in existing mills (feed end, discharge, classifier)
- Pilot testing: Evaluate pre-concentration methods (flotation/gravity) to determine impurity removal efficiency
- Material upgrade: Replace critical components with wear-resistant alternatives (start with liners and grinding media)
- Process adjustment: Optimize grinding parameters based on ore characteristics
- Monitoring system: Install sensors for real-time wear tracking and predictive maintenance
- Continuous improvement: Regularly review wear data to refine strategies
6. Economic Impact & ROI Analysis
| Intervention | Initial Investment | ROI Period | Annual Savings |
|---|---|---|---|
| Pre-concentration flotation | $200,000–$500,000 | 6–12 months | 25–35% lower grinding costs |
| Ceramic liners + media | 2× higher than steel | 8–10 months | 50–70% reduced replacement costs |
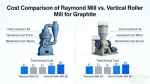
| Stirred mill conversion | $1.2–$2.5M | 12–18 months | 40% lower energy + 60% less wear |
| Predictive maintenance system | $50,000–$100,000 | 4–6 months | 30–40% fewer unscheduled shutdowns |
7. Case Study: High-Quartz Graphite Ore Processing
A Chinese flake graphite operation with 25% quartz content achieved these results after implementing the above strategy :
- Reduced liner wear rate by 62% (from 12 mm/month to 4.6 mm/month)
- Cut grinding media consumption by 58% (from 1.2 kg/t to 0.5 kg/t)
- Improved graphite purity from 88% to 95% (pre-chemical purification)
- Lowered maintenance costs by $420,000/year for a 500,000 tpa plant
Abrasive impurities in graphite mills are manageable—not inevitable. The most effective approach combines pre-concentration (removing hard gangue before grinding), wear-resistant materials, process optimization, and predictive maintenance. This strategy typically reduces wear-related costs by 40–60% while improving product quality . For lithium-ion battery applications, non-metallic grinding media and rigorous pre-concentration are essential to prevent metal contamination and ensure battery performance .