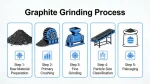
Graphite grinding is a multi-stage process designed to reduce graphite ore or blocks into fine powder while preserving its unique properties, particularly its flake structure (for natural graphite). The process typically involvescrushing → grinding → classification → collection → post-treatment, with specific variations based on graphite type (natural or synthetic) and desired particle size.
📌 Key Process Overview
| Stage | Purpose | Typical Equipment | Output Size |
|---|---|---|---|
| Pre-grinding Preparation | Raw material selection & preparation | Jaw crushers, cone crushers, vibrating feeders | 15-50 mm (coarse) |
| Primary Grinding | Coarse reduction to liberate graphite | Rod mills, ball mills, vertical roller mills | 0.15-0.074 mm (40-68% passing) |
| Secondary/Fine Grinding | Micronization to target fineness | Ball mills, stirred mills, jet mills | 10-45 μm (D50) |
| Ultrafine Grinding | Nano/microfine processing | Jet mills, bead mills | <5 μm (D90) |
| Classification | Particle size separation | Air classifiers, vibrating screens | Target distribution (D10/D50/D90) |
| Collection & Post-Treatment | Product recovery & refinement | Cyclones, baghouses, magnetic separators | Purified, sized graphite powder |
🔍 Detailed Step-by-Step Process
1. Raw Material Selection & Preparation
- Source: Natural graphite ore (flake, crystalline, or amorphous) or synthetic graphite (petroleum coke-based)
-
- Remove impurities (quartz, mica, pyrite) via hand sorting or magnetic separation
- Crush large blocks using jaw crushers (primary) and cone crushers (secondary) to 15-50 mm feed size
- Screen to ensure uniform particle size for consistent grinding efficiencyPreparation:
2. Primary Grinding (Liberation Stage)
- Goal: Break ore matrix to liberate graphite flakes without excessive flake damage
-
- Rod mills: Preferred for natural graphite to protect large flakes (uses cylindrical rods instead of balls)
- Ball mills: Traditional option with steel balls (18-22 rpm, 40-50% ball loading)
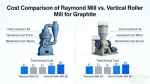
- Vertical roller mills: Efficient for high-capacity operationsEquipment:
- Process: Material ground to 40-55% passing 200 mesh (0.074 mm)
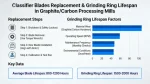
- Key Control: Minimize grinding time to preserve flake size, critical for high-value applications
3. Secondary/Fine Grinding
- Goal: Reduce particles to micron size while maintaining crystal structure
-
- Ball mills: Use progressively smaller balls in multi-stage grinding (stepwise reduction)
- Vertical stirred mills: Higher efficiency for fine grinding with less flake damage
- Raymond mills: Suitable for medium-fine grades (100-325 mesh)Equipment:
-
- Wet grinding: For particles <20 μm, use water or alcohol as medium to prevent agglomeration
- Dry grinding: For coarser grades, use air circulation to control temperature (<80°C to avoid oxidation)Process:
-
- Ball mill: Speed 18-22 rpm, ball size 3× larger than largest particles
- Stirred mill: Tip speed 6-8 m/s, media size 1-3 mmControl Parameters:
4. Ultrafine Grinding (Special Applications)
- Goal: Achieve sub-micron to nanometer particle sizes for advanced applications (batteries, lubricants)
-
- Jet mills: Use high-velocity compressed air/steam (1-5 MPa) for particle-on-particle collision, ideal for <5 μm sizes
- Bead mills: Wet grinding with small beads (0.1-1 mm) for uniform nano-dispersion
- Air classifier mills: Integrated grinding + classification for precise particle controlEquipment:
-
- Use inert gas (nitrogen) for jet milling to prevent graphite oxidation
- Maintain temperature <80°C to preserve crystal structure
- Control pressure and feed rate for consistent particle size distributionKey Considerations:
5. Classification (Critical Quality Control)
- Purpose: Separate particles by size, return oversize to re-grind, collect undersize as product
-
- Air classifiers: Most common for dry grinding (precision ±2 μm)
- Vibrating screens: For coarser fractions (40-100 mesh)
- Hydrocyclones: For wet grinding processesEquipment:
-
- Classifiers use centrifugal force and air flow to separate particles
- Multiple stages of classification may be used for narrow particle size distribution
- Target: D50 = 10-15 μm for general applications, 6-10 μm for battery materialsProcess:
6. Collection & Post-Treatment
-
- Cyclone separators: Primary collection (80-90% efficiency)
- Baghouse filters: Final collection (dust removal efficiency >99%)Collection:
-
- Magnetic separation: Remove iron impurities from grinding media wear
- Flotation: Further purify graphite concentrate (for natural graphite)
- Surface modification: Coat particles for specific applications (e.g., hydrophobic treatment for plastics)
- Drying: Remove moisture from wet grinding (temperature <120°C to avoid oxidation)Post-Treatment:
🛡️ Key Challenges & Solutions in Graphite Grinding
| Challenge | Impact | Solution |
|---|---|---|
| Flake damage | Reduced value for natural graphite | Use rod mills for primary grinding, staged grinding, lower mill speed |
| Over-grinding | Poor particle distribution, crystal damage | Integrated classifier mills, strict time control, particle size monitoring |
| Agglomeration | Uneven particle size | Wet grinding with dispersants, air classification, anti-static agents |
| Oxidation | Reduced performance | Inert gas atmosphere, temperature control (<80°C), rapid cooling |
| Contamination | Impurities affect quality | Magnetic separation, flotation, high-purity grinding media |
🎯 Application-Specific Grinding Approaches
-
- Prioritize flake protection: Use rod mills → ball mills → air classification
- Target: 90% large flakes (>150 μm) for high-value applications
Natural Flake Graphite:
-
- Jet milling for precise particle size (D50 = 8-12 μm)
- Spheroidization: Additional shaping process for rounded particles to improve packing density
Synthetic Graphite (Battery Anodes):
-
- Fine grinding (325-1250 mesh) with controlled particle shape
- Surface treatment to enhance lubricity
Lubricant Graphite:
-
- Ultra-pure processing with minimal contamination risk
- Nano-grinding for particle sizes <1 μm
Graphite for Electronics:
📊 Quality Control Parameters
- Particle size distribution: D10, D50, D90 measured by laser diffraction
- Flake size: For natural graphite, measured by sieving or image analysis
- Purity: Carbon content (95-99.99% for battery grade) via combustion analysis
- Moisture content: <0.5% for dry powder applications
- Crystal structure: XRD analysis to ensure minimal damage during grinding
Graphite grinding is a precise balance between reducing particle size and preserving material properties. The process is highly customizable based on graphite type, application requirements, and production scale, with modern technologies enabling increasingly precise control over particle characteristics.