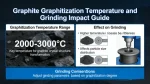
Graphitization is the high-temperature transformation of amorphous carbon into ordered graphite structure with hexagonal layers held by weak Van der Waals forces. The temperature requirements vary by application and material:
| Temperature Range | Graphitization Stage | Typical Applications |
|---|---|---|
| 1700°C+ | Initial transformation begins | Basic carbon materials |
| 2500-2800°C | Standard industrial graphitization | Graphite electrodes, general-purpose graphite |
| 2800-3000°C | High-purity graphitization | Battery anodes (lithium-ion), advanced applications |
| >3000°C | Ultra-high graphitization | Specialty applications requiring maximum crystallinity |
The process typically requires 2500°C+ for full transformation, with higher temperatures producing more ordered structures with smaller interlayer spacing (d002) and larger crystallite sizes (La, Lc). A threshold at ~2700°C exists where d002 stabilizes at 0.3368 nm and graphitization degree no longer increases significantly.
How Graphitization Temperature Affects Grinding
1. Mechanical Property Changes
- Hardness Reduction: Higher temperature → lower hardness (Van der Waals forces easier to break than amorphous carbon bonds) → improved machinability
- Strength Decrease: Ordered layered structure is weaker in shear than amorphous carbon → easier fragmentation
- Lubricity Increase: Enhanced graphitic structure → better lubricating properties → reduced friction during grinding
2. Structural Effects on Grinding Behavior
| Structural Feature | Effect of Increasing Temperature | Grinding Consequence |
|---|---|---|
| Crystallite Size (La, Lc) | Increases significantly (especially 1700-2400°C) | Larger, more perfect crystals cleave more readily along basal planes |
| Interlayer Spacing (d002) | Decreases toward 0.3354 nm (ideal graphite) | Weaker interlayer bonding → easier shearing between layers |
| Crystallographic Order | Increases → more parallel stacking | More predictable cleavage planes → more uniform particle shape |
| Purity | Increases (impurities vaporize at high temps) | Reduced abrasive contaminants → less wear on grinding media |
3. Grinding Performance Parameters
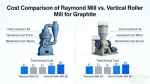
- Grindability: Higher graphitization → improved grindability → lower energy consumption
- Softness allows easier particle size reduction with less force
- Better cleavage along basal planes creates more uniform particle size distribution
- Energy Efficiency: Graphitized materials require 30-60% less energy for grinding than low-graphitization carbons
- Catalyst-assisted graphitization (Fe, Ni) further reduces energy needs by 35-65%
- Particle Morphology:
- Low graphitization: irregular, angular particles from brittle fracture across multiple planes
- High graphitization: flaky, platy particles from preferential cleavage along basal planes → “potato” shape common in battery-grade graphite
- Surface Properties:
- Lower surface area (more ordered structure) → reduced agglomeration tendency
- Smoother particle surfaces → better flowability in post-grinding processing
4. Practical Grinding Considerations
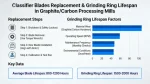
- Grinding Media: Less wear-resistant materials can be used for highly graphitized samples
- Milling Time: Reduced time required to achieve target particle size (e.g., ultrafine <10 μm)
- Temperature Control: Graphitized graphite has higher thermal conductivity → better heat dissipation during grinding → reduced thermal damage to particles
- Limitations: Extremely high graphitization (>3000°C) may slightly reduce physical strength of bulk materials, requiring adjusted handling during grinding
Summary
Graphite graphitization requires 1700°C+ for initiation and 2500-3000°C for industrial applications, with higher temperatures producing more ordered, pure graphite. The temperature directly impacts grinding by:
- Softening the material and improving cleavage along basal planes
- Reducing energy consumption and grinding time
- Altering particle morphology toward flakier, more uniform shapes
- Enhancing lubricity and reducing wear on equipment
These effects are critical for optimizing graphite processing, particularly for battery anode materials where particle size and morphology significantly influence electrochemical performance.