To produce nano graphite powder from natural flake graphite, the core process is top-down exfoliation/reduction from micron-scale flakes to <100 nm particles/sheets, typically via physical, chemical, or combined routes. Below is a structured guide covering industrial methods, step-by-step workflows, equipment, and quality control.
🧪 Key Production Methods Comparison
| Method | Advantages | Disadvantages | Particle Size | Purity | Cost |
|---|---|---|---|---|---|
| Mechanical Exfoliation | Simple, scalable, low cost | Limited to ~50 nm, defects | 50–200 nm | High | Low |
| Intercalation-Exfoliation | Good yield, thin sheets | Chemicals needed, washing | 10–100 nm | Medium | Medium |
| Oxidation-Reduction | Ultra-thin sheets | High defects, low conductivity | 5–50 nm | Low | Medium |
| Detonation | Ultra-fine particles | Hazardous, low yield | 5–30 nm | High | High |
| Electrochemical Exfoliation | High quality, few layers | Low throughput | 10–80 nm | High | High |
🔬 Step-by-Step Production Processes
1. Mechanical Exfoliation (Most Industrial-Friendly)
Process Flow:
-
Raw Material Preparation
- Select high-purity natural flake graphite (99.9% min, 100–300 μm flakes)
- Purify via acid leaching (HCl/HF mixture) to remove mineral impurities
- Dry to <0.5% moisture
-
Pre-Grinding
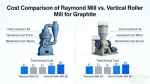
- Jaw crusher → cone crusher → Raymond mill to reduce to 50–100 μm
- Classify with air classifier to ensure uniform feed size
-
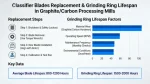
Wet Bead Milling (Core Step)
- Use zirconia beads (0.1–0.3 mm diameter) with 1:10 graphite-to-bead ratio
- Add solvent (water + 0.2% Triton X-100 or NMP) to form 10–20% solid suspension
- Mill at 2800 rpm for 2–4 hours; optimize time for target size
- Apply high shear to break van der Waals forces between graphite layers
-
Post-Processing
- Centrifuge at 3000 rpm × 10 min to remove large particles; collect supernatant
- Filter through 0.2 μm membrane
- Freeze-dry or spray-dry to obtain dry nano graphite powder
Equipment: Bead mill ( Netzsch, Hosokawa), air classifier, centrifuge, freeze dryer
2. Intercalation-Assisted Exfoliation (Better Control)
Process Flow:
-
Intercalation
- Mix graphite with concentrated HNO₃ + acetic anhydride (1:3:0.5 weight ratio)
- React at 80–100°C × 4–6 hours to form GICs (Graphite Intercalation Compounds)
- Wash excess acid with deionized water to pH ~6.5
-
Expansion
- Rapidly heat intercalated graphite to 800–1000°C for 30 seconds to expand layers by 100–300×
- Result: worm-like expanded graphite with enlarged interlayer spacing
-
Ultrasonic Exfoliation
- Disperse expanded graphite in solvent (isopropanol or water + surfactant) to 5–10 mg/mL
- Sonicate at 20–40 kHz × 1–3 hours using probe sonicator (cavitation effect)
- Shear forces separate layers into 10–50 nm sheets
-
Purification & Drying
- Centrifuge to remove unexfoliated material
- Dialysis to remove intercalants
- Dry at 60°C under vacuum
Key Parameter: Intercalation time controls expansion ratio, critical for exfoliation efficiency
3. Oxidation-Reduction Method (For Graphene Oxide-Derived Nano Graphite)
-
Graphite Oxide Synthesis (Hummers’ Method)
- Oxidize graphite with KMnO₄ + H₂SO₄ + NaNO₃ at 35°C × 2 hours
- Add deionized water, then H₂O₂ to reduce excess KMnO₄
- Wash to pH ~7, obtain graphite oxide (GO)
-
Exfoliation
- Sonicate GO dispersion (0.5–1 mg/mL in water) for 30–60 minutes → graphene oxide sheets
-
Reduction
- Chemical reduction: Add hydrazine hydrate or ascorbic acid at 80°C × 2 hours
- Thermal reduction: Heat at 400–600°C × 1 hour under inert atmosphere
- Result: Reduced graphene oxide (rGO) → nano graphite powder with 5–30 nm thickness
📏 Quality Control & Characterization
| Parameter | Specification | Testing Method |
|---|---|---|
| Particle Size | D50 < 100 nm | Laser diffraction (Malvern Mastersizer) |
| Thickness | 5–50 nm | AFM (Atomic Force Microscopy) |
| Purity | 99.5% min | XRF (X-ray Fluorescence) |
| Crystal Structure | Graphitic (002 peak at 2θ ~26°) | XRD (X-ray Diffraction) |
| Surface Area | 100–300 m²/g | BET (Brunauer-Emmett-Teller) |
| Defect Level | I_D/I_G < 0.2 | Raman Spectroscopy |
⚙️ Equipment Selection Guide
| Process Stage | Recommended Equipment | Key Parameters |
|---|---|---|
| Pre-grinding | Jaw crusher, Raymond mill | Output size: 50–100 μm |
| Intercalation | Chemical reactor | Temperature control: ±2°C |
| Exfoliation | Bead mill (Netzsch MiniZeta) | Bead size: 0.1–0.3 mm, speed: 2500–3000 rpm |
| Ultrasonication | Probe sonicator (Branson) | Power: 500–1000 W, frequency: 20 kHz |
| Classification | Air classifier | Cut size: 50–100 nm |
| Drying | Spray dryer / freeze dryer | Inlet temp: 120–150°C (spray), -50°C (freeze) |
💡 Practical Tips for Industrial Production
-
Maximize Yield
- Pre-expand graphite before mechanical exfoliation to increase efficiency by 30–50%
- Use surfactants (Triton X-100, sodium deoxycholate) to prevent re-agglomeration
-
Minimize Defects
- Control bead milling time: Longer ≠ better (excessive time increases defects)
- Use low-temperature drying (<80°C) to preserve structure
-
Cost Optimization
- Recycle solvents (NMP, isopropanol) via distillation
- Reuse beads (zirconia has >1000-hour lifespan)
- Implement closed-loop process to reduce waste and emissions
🎯 Application-Specific Recommendations
| Application | Preferred Method | Target Properties |
|---|---|---|
| Lithium-ion battery anodes | Intercalation-exfoliation | D50: 20–50 nm, high crystallinity |
| Conductive inks | Mechanical exfoliation | D50 < 100 nm, good dispersion |
| Composite materials | Oxidation-reduction | Ultra-thin (5–20 nm), high surface area |
| Lubricants | Mechanical grinding | D50: 50–150 nm, low defects |
✅ Conclusion
The most scalable and cost-effective route for industrial production is intercalation-assisted mechanical exfoliation: intercalate natural flake graphite to expand layers, then use wet bead milling with surfactants to produce 10–100 nm nano graphite powder with controlled particle size and high purity. For ultra-high purity or ultra-thin sheets, combine with electrochemical exfoliation or oxidation-reduction (with subsequent reduction to restore graphitic properties).