For high-speed graphite mills, prioritize clean, low-viscosity synthetic lubricants with EP additives, use oil-air lubrication for spindle/classifier bearings, implement sealed systems + kidney-loop filtration, and enforce strict contamination control (graphite dust is abrasive). Maintain oil cleanliness ≤ ISO 4406 15/12/9, monitor temperature/vibration/PV values, and use self-lubricating components where possible.
1. Lubricant Selection Criteria
Base Oil Requirements
| Parameter | Specification | Rationale |
|---|---|---|
| Viscosity Grade | ISO VG 32-68 (high-speed bearings), ISO VG 150-320 (gears/reducers) | Low viscosity minimizes churning losses; high viscosity maintains film strength |
| Viscosity Index | ≥ 140 | Stable performance across temperature fluctuations |
| Base Oil Type | PAO or synthetic ester preferred | Excellent oxidation resistance, thermal stability, and low-temperature flow |
| Flash Point | > 200°C | Prevents ignition in high-temperature zones |
| Pour Point | < -20°C | Ensures cold-start lubrication capability |
Additive Packages
- EP (Extreme Pressure) additives: Sulfur-phosphorus chemistry to prevent metal-to-metal contact under high loads
- Anti-wear additives: Zinc dialkyldithiophosphate (ZDDP) for boundary lubrication protection
- Anti-oxidants: Hindered phenols to extend oil life in high-temperature environments
- Rust inhibitors: Neutralize moisture contamination
- Anti-foam agents: Silicone-based to prevent air entrainment in high-speed systems
Graphite-Specific Considerations
- Avoid incompatible lubricants that react with graphite (e.g., some chlorinated EP additives)
- Consider graphite-enhanced lubricants (5-10% fine graphite) for open gears to improve dry-running capability
- Use perfluoropolyether (PFPE) oils for extreme conditions (up to 300°C) where conventional synthetics degrade
2. Component-Specific Lubrication Requirements
High-Speed Spindle Bearings (10,000-42,000 rpm)
- Lubrication Method: Oil-air lubrication (preferred) or mist lubrication
- Oil delivery: 0.05-0.15 ml/min per bearing
- Air pressure: 3-5 bar for proper atomization
- Lubricant: ISO VG 32-46 synthetic oil with EP additives
- Critical Parameters:
- Maintain oil film thickness > 0.5μm to prevent contact fatigue
- Control PV value (pressure × velocity) below bearing material limits
- Temperature monitoring: Max operating temp < 80°C; alarm at 70°C
Classifier Rotor Bearings (5,000-20,000 rpm)
- Lubrication Method: Oil-air or circulating oil system
- Sealing: Labyrinth seals with air purge to prevent graphite dust ingress
- Filter Requirement: ≥ 3μm absolute filtration to remove abrasive particles
Grinding Roll Bearings
- Lubrication Method: Circulating oil system with cooling capability
- Lubricant: ISO VG 68-100 synthetic gear oil with EP additives
- Oil Flow Rate: 2-4 L/min per bearing to ensure adequate heat removal
Gearboxes and Reducers
- Lubricant: ISO VG 150-320 synthetic gear oil (Mobil SHC 632 or equivalent)
- Lubrication Method: Splash lubrication for small reducers; forced circulation for large units
- Oil Temperature: Maintain 40-55°C; use oil coolers if exceeding 60°C
Linear Guideways
- Lubrication Method: Automatic centralized grease lubrication
- Grease Type: NLGI 00-1 lithium complex grease with EP additives
- Relubrication Interval: Every 200 operating hours or as per OEM recommendation
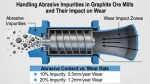
3. Contamination Control: Graphite Dust Mitigation
Graphite dust is highly abrasive and forms a lapping compound with lubricants, causing severe wear.
System Protection Measures
- Sealing Systems:
- Use double-lip seals with dust excluders for all rotating shafts
- Implement positive pressure ventilation in bearing housings to prevent dust entry
- Install desiccant breathers on oil reservoirs to filter incoming air
- Filtration Strategy:
- Main line filters: β₅₀₀ > 200 (99.8% efficiency at 5μm)
- Kidney-loop filtration: Continuous bypass cleaning of oil (3-5% of system volume per minute)
- Off-line filtration: Filter new oil to ISO 4406 15/12/9 before adding to system
- Filter replacement: Based on differential pressure (ΔP > 0.3 MPa) rather than time
- Lubricant Handling:
- Use dedicated dispensing equipment for each lubricant type
- Clean filling ports before opening to prevent contamination
- Store lubricants in sealed containers in a clean, dry environment
4. Lubrication System Design Principles
High-Speed Graphite Mill Lubrication Architecture
- Centralized system with zone isolation to prevent cross-contamination
- Dual-line grease systems for guideways and low-speed components
- Oil-air systems for spindle and classifier bearings (minimizes oil consumption)
- Condition monitoring integration:
- Temperature sensors at critical bearings (±1°C accuracy)
- Vibration analysis for early wear detection (ISO 10816 standards)
- Oil analysis program (monthly for critical systems)
Oil Analysis Parameters to Monitor
| Parameter | Threshold | Significance |
|---|---|---|
| Viscosity Change | ±10% from new | Indicates oxidation or contamination |
| Water Content | < 0.1% | Prevents rust and emulsion formation |
| Particle Count | ≤ ISO 4406 15/12/9 | Measures contamination level |
| Acid Number | < 0.5 mg KOH/g | Indicates oil oxidation severity |
| Elemental Analysis | Fe < 100 ppm, Cu < 50 ppm | Detects bearing/gear wear |
5. Operational & Maintenance Best Practices
Start-Up Procedures
- Pre-lubricate bearings with clean oil before starting (10-15 seconds)
- Run mill at 50% speed for 10-15 minutes to establish lubricant film
- Monitor initial temperatures and vibrations; shut down if abnormal
Shutdown Procedures
- Run at reduced speed for 5-10 minutes to cool components and circulate clean oil
- For circulating systems: Maintain oil flow for 5 minutes after main power off
- Grease-lubricated components: Apply small amount of fresh grease before shutdown
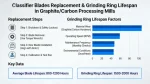
Preventive Maintenance Schedule
| Task | Interval | Purpose |
|---|---|---|
| Oil sampling/analysis | Monthly (critical systems) | Detect wear and contamination early |
| Filter replacement | ΔP > 0.3 MPa or quarterly | Maintain filtration efficiency |
| Seal inspection | Monthly | Prevent dust ingress and oil leakage |
| Bearing temperature check | Daily | Identify lubrication issues early |
| Lubricant replacement | 2,000-4,000 hours | Prevent lubricant degradation |
| System flushing | Every 2 oil changes | Remove accumulated contaminants |
6. Advanced Lubrication Technologies for Graphite Mills
Self-Lubricating Components
- Graphite-embedded bronze bushings: 30-35% graphite coverage for continuous lubrication without external oil
- Carbon graphite bearings: Ideal for high-temperature zones; self-lubricating and resistant to graphite dust contamination
- PTFE-graphite composite coatings: Reduce friction on guideways and sliding surfaces
Oil-Air Lubrication Optimization
- Pulsed oil delivery: Precise metering (0.01 ml/pulse) for minimal oil consumption
- Heated oil lines: Prevents viscosity increase in cold environments
- Oil mist recovery systems: Prevents environmental contamination and improves safety
7. Critical Wear Prevention Strategies
- Maintain Optimal Lubrication Regime:
- Hydrodynamic lubrication (full film) for high-speed bearings (≥ 90% of operation)
- Boundary lubrication only during start-up/shutdown (minimize duration)
- Control PV Values:
- For sliding components: Keep PV < 1.5 MPa·m/s for bronze-graphite bushings
- For rolling bearings: Follow manufacturer’s PV limits to prevent contact fatigue
- Temperature Management:
- Use cooling systems to maintain bearing temperatures < 70°C
- Insulate hot zones to prevent heat transfer to lubricant reservoirs
- Vibration Monitoring:
- Set alarm thresholds at 2.5 mm/s RMS for high-speed bearings
- Implement predictive maintenance based on vibration trend analysis
Summary of Critical Requirements
To prevent wear in high-speed graphite mills:
- Select low-viscosity synthetic lubricants with EP additives and graphite compatibility
- Use oil-air lubrication for spindle/classifier bearings; circulating oil for heavy-load components
- Implement sealed systems + kidney-loop filtration to control graphite dust contamination
- Maintain oil cleanliness ≤ ISO 4406 15/12/9 and monitor temperature/vibration continuously
- Enforce strict maintenance protocols with regular oil analysis and filter replacement
- Consider self-lubricating graphite components for high-wear areas
By following these requirements, mill operators can extend component life by 30-50%, reduce unplanned downtime, and improve overall operational efficiency.