Graphite jet mills rely on particle-particle collisions for comminution, minimizing direct material-to-wall contact compared to mechanical mills. However, key components still experience wear due to high-velocity particle impacts, especially in nozzles, liners, and classifier wheels. Wear rates are strongly influenced by operating parameters, material properties, and component design.
Key Wear-Prone Components
| Component | Primary Wear Mechanism | Typical Lifespan (Standard Conditions) |
|---|---|---|
| Nozzles | Erosion (throat region most affected) | Stainless steel: 300-500 hours; Ceramic: 1000-3000 hours |
| Grinding Chamber Liners | Impact & sliding abrasion | Stainless steel: 800-1500 hours; Ceramic/Carbide: 3000-8000 hours |
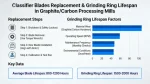
| Classifier Wheels | Particle impingement & erosion | Steel: 1500-2000 hours; Hardened alloys: 2500-4000 hours |
| Distributor Tubes | Abrasive wear | 1000-2000 hours (varies with material) |
Operating Conditions Affecting Wear Rates
1. Grinding Pressure (Air/Steam Pressure)
- Direct correlation: Higher pressure (0.6-1.2 MPa typical for graphite) increases particle velocity, intensifying impact forces and wear rates by 20-40% per 0.2 MPa increase
- Nozzle throat erosion reaches maximum at higher pressures due to concentrated particle acceleration
- Optimal pressure balance: 0.7-0.9 MPa for battery-grade graphite to minimize wear while achieving d50 = 5-20 μm particle size
2. Feed Rate & Material Loading
- Inverse relationship: Higher feed rates (100-2000 kg/h) reduce residence time and particle velocity, lowering wear by 15-25%
- Low feed rates increase particle-to-component collisions, accelerating wear (up to 30% higher)
- Graphite flake size >1 mm increases wear on nozzles by causing uneven particle flow
3. Particle Size & Hardness
- Finer feed material (d97 < 100 μm) reduces wear by 10-20% compared to coarser feeds
- Battery-grade spherical graphite produces 25-35% less wear than natural flake graphite due to smoother particle surfaces
- Contaminants (e.g., quartz, alumina) in graphite increase wear exponentially (up to 5x higher)
4. Classifier Speed (for Mills with Dynamic Classifiers)
- Higher rotor speeds (3000-6000 rpm) increase particle impact frequency on classifier blades, raising wear by 20-30%
- Optimal speed balance: 4000-5000 rpm for graphite to maintain narrow PSD while minimizing wear
5. Temperature & Humidity
- Elevated temperatures (>60°C) soften some materials, increasing wear by 15-20%
- High humidity (>70%) creates moisture films that reduce friction and wear by 10-15% for graphite processing
- Dry conditions (<30% RH) increase electrostatic adhesion, raising particle-to-wall contact and wear
6. Gas Composition (Inert vs. Air)
- Inert gas (N₂, Ar) for battery graphite processing reduces oxidation but increases wear by 5-10% due to higher particle cohesion
- Air atmosphere with oxygen creates protective oxide layers on some components, lowering wear by 8-12%
Wear Rate Data for Graphite Jet Mill Components
Nozzle Wear Rates by Material & Pressure
| Material | Pressure (MPa) | Wear Rate (mm/1000h) | Service Life |
|---|---|---|---|
| Stainless Steel 316L | 0.7 | 0.25-0.35 | 300-400 h |
| Alumina Ceramic | 0.7 | 0.08-0.12 | 1000-1200 h |
| Silicon Carbide | 0.7 | 0.05-0.07 | 1500-1800 h |
| Tungsten Carbide | 0.7 | 0.03-0.05 | 2000-2500 h |
| Alumina Ceramic | 0.9 | 0.12-0.18 | 700-900 h |
| Alumina Ceramic | 1.1 | 0.20-0.28 | 400-600 h |
Data compiled from industrial case studies and manufacturer specifications
Liner Wear Rates Under Different Feed Conditions
| Liner Material | Feed Rate (kg/h) | Wear Rate (mm/1000h) |
|---|---|---|
| Ceramic (Zirconia) | 500 | 0.06-0.09 |
| Ceramic (Zirconia) | 1000 | 0.04-0.07 |
| Ceramic (Zirconia) | 1500 | 0.03-0.05 |
| Steel (Hardened) | 500 | 0.30-0.45 |
| Steel (Hardened) | 1000 | 0.20-0.30 |
| Steel (Hardened) | 1500 | 0.15-0.25 |
Graphite feed: d50 = 50 μm, 99.9% purity
Wear Reduction Strategies for Graphite Jet Mills
- Material Selection
- Upgrade to ceramic (SiC, alumina) or tungsten carbide nozzles and liners (3-5x longer life)
- Use coated components (e.g., TiN, CrN) for 20-30% wear reduction at lower cost than full ceramic
- Operating Parameter Optimization
- Maintain pressure at 0.7-0.9 MPa for graphite processing
- Optimize feed rate to 800-1200 kg/h for most efficient wear-to-output ratio
- Control temperature <50°C and humidity 40-60% RH
- Maintenance Practices
- Replace nozzles when wear exceeds 10% of original diameter (prevents 15-20% higher energy consumption)
- Inspect liners monthly and classifier wheels quarterly
- Use particle size analyzers to monitor product quality as an early wear indicator
- Design Improvements
- Implement opposed jet designs to maximize particle-particle collisions and minimize wall impact
- Optimize nozzle angle (15-20°) to reduce direct particle impingement on liners
Graphite jet mill component wear rates vary significantly with operating conditions, with grinding pressure and feed rate being the most influential factors. By selecting appropriate materials (ceramic, tungsten carbide), optimizing parameters (0.7-0.9 MPa pressure, 800-1200 kg/h feed rate), and implementing proactive maintenance, wear can be reduced by 40-60%, extending component life and lowering operational costs. For battery-grade graphite production, balancing wear reduction with particle size control (d50 = 5-20 μm) is critical to maintaining product quality while maximizing equipment efficiency.